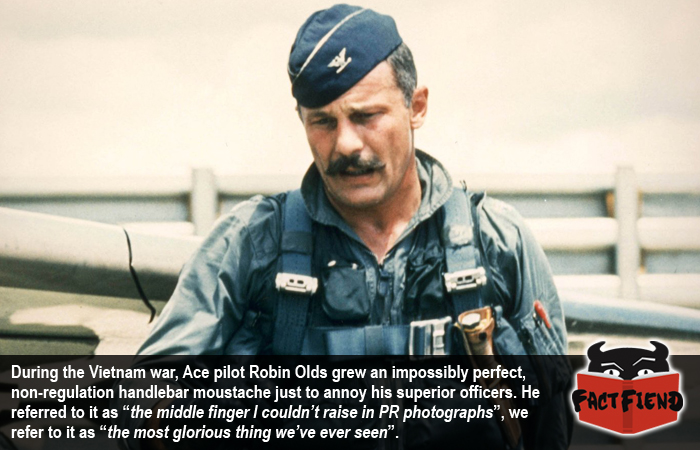
| Submachine Gun, Cal. .45, M3 |

World War II-era Guide Lamp M3 submachine gun with 30-round magazine and other accessories. The Buffalo Arms bolt in this original M3 is dated January 1944.
|
| Type |
Submachine gun |
| Place of origin |
United States |
| Service history |
| In service |
1943–1992 (US) Philippines (revived 2004) |
| Wars |
|
| Production history |
| Designer |
George Hyde |
| Designed |
1942 |
| Manufacturer |
General Motors, others |
| Unit cost |
Approx. USD $15 (1943; equivalent to $208 in 2016)[5] |
| Produced |
1943–1945 |
| No. built |
622,163;
606,694 M3
15,469 M3A1 |
| Variants |
|
| Specifications |
| Weight |
- M3 (empty): 8.15 lb (3.70 kg)
- M3A1 (empty): 7.95 lb (3.61 kg)
|
| Length |
29.8 in (760 mm) stock extended / 22.8 in (579.1 mm) stock collapsed |
| Barrel length |
8 in (203.2 mm) |
|
| Cartridge |
|
| Action |
Blowback, open bolt |
| Rate of fire |
450 rounds/min cyclic |
| Muzzle velocity |
920 ft/s (280 m/s) |
| Effective firing range |
Sights fixed to 100 yards (91 m)[6] |
| Feed system |
30-round detachable box magazine |
| Sights |
Fixed rear peep sight and blade foresight, calibrated to 100 yards for caliber .45 M1911 ball ammunition[6] |
The M3 was an American .45-caliber submachine gun adopted for U.S. Army service on 12 December 1942, as the United States Submachine Gun, Cal. .45, M3.[6] The M3 was chambered for the same .45 round fired by the Thompson submachine gun, but was cheaper to produce, and lighter, although, contrary to popular belief, it was far less accurate.[6] This myth stems from a US army training film portraying the M3 as more accurate than its counterparts.[7] The M3 was commonly referred to as the “Grease Gun” or simply “the Greaser,” owing to its visual similarity to the mechanic’s tool.[8]
Intended as a replacement for the .45-caliber Thompson series of submachine guns, the M3 began to replace the Thompson in first-line service in mid-1944. Due to delays caused by production issues and approved specification changes, the M3 saw limited combat use in World War II and the M3A1 none.[6] The M3A1 was used in the Korean War and later conflicts.
History[edit]

M3 in use in Brittany, France, August 1944
In 1941, the U.S. Army Ordnance Board observed the effectiveness of submachine guns employed in Western Europe, particularly the German 9×19mm MP 40 and British Sten guns, and initiated a study to develop its own Sten-type submachine gun in October 1942.[8]The Ordnance Department requested the army submit a list of requirements for the new weapon, and ordnance in turn received a separate list of requirements from both the infantry and cavalry branches for a shoulder-fired weapon with full- or semi-automatic fire capability in caliber .45 ACP or .30 Carbine.[6]
The two lists of requirements received by ordnance were then reviewed and amended by officials at Aberdeen Proving Ground. The amended requirement called for an all-metal weapon of sheet metal construction[9] in .45 ACP caliber, designed for fast and inexpensive production with a minimum of machining, and featuring a dual full-automatic and semi-automatic fire capability, a heavy bolt to keep the cyclic rate under 500rpm, and the ability to place 90 percent of all shots fired from a standing position in full-automatic mode on a 6×6 foot target at a range of 50 yards.[6] The benchmark for testing the M3’s performance would be the M1928A1 Thompson.[6]
George Hyde of General Motors‘s Inland Division was given the task of designing the new weapon, while Frederick Sampson, Inland Division’s chief engineer, was responsible for preparing and organizing tooling for production. The original T15 specifications of 8 October 1942 were altered to remove a semi-automatic fire function, as well as to permit installation of a kit to convert the weapon’s original .45 caliber to that of 9mm Parabellum.[6] The new designation for the 9mm/.45 full-automatic-only weapon was the T20.[6]
Five prototype models of the .45 T20 and five 9mm conversion kits were built by General Motors for testing. At the initial military trials, the T20 successfully completed its accuracy trials with a score of 97 out of 100.[6] In the endurance test, the test weapon fired more than 5,000 rounds of brass-case ammunition, with only two failures to feed.[6] Four army test boards composed of multiple army service branches independently tested and reviewed the T-20 prototype weapons including the Airborne Command, the Amphibious Warfare Board, the Infantry Board, and the Armored Forces Board.[6] All four branches reported malfunctions caused by the M3 magazine, mostly attributed to defective or jammed magazine followers.[6]
The T20 was formally approved by U.S. Army Ordnance for production at GM’s Guide Lamp Division in Anderson, Indiana in December 1942 as the U.S. Submachine Gun, Caliber .45, M3.[6] Guide Lamp produced 606,694 of the M3 variant submachine gun between 1943 and 1945.[6] Although reports of malfunctions caused by the single-feed magazine design appeared during the initial firing trials, no changes were made to the M3 magazine.[6]
Around one thousand M3 submachine guns in caliber 9mm Parabellum were built by Guide Lamp.[10] These original 9mm guns, identified by the markings “U.S. 9 mm S.M.G.” on the left side of the magazine well (without any model designation, such as M3), were delivered to the OSS in 1944. Additionally, Rock Island Arsenal and Buffalo Arms Corporation manufactured parts for a limited number of 9mm conversion kits for the M3.[11] Though 25,000 kits were originally requested for procurement, this was changed to a recommendation by the Ordnance Committee in December 1943 that only 500 9mm conversion kits be obtained.[11] Procurement was authorized in February 1944, but it is believed that only a limited number of kits were actually produced.[11] These conversion kits included a new 9mm barrel, replacement bolt and recoil springs, a magazine well adapter for use with British Sten gun 32-round magazines, and a replacement 9mm Sten magazine of British manufacture.[11] As the M3’s sights were not altered for the new cartridge, the 9mm M3 shot high at 100 yards, but the sighting error was deemed inconsequential. The OSS also requested approximately 1,000 .45-caliber M3 submachine guns with an integral sound suppressor (designed by Bell Laboratories). Specially drilled barrels and barrel nuts were manufactured by Guide Lamp, while the High Standard Firearms Company produced the internal components and assembled the weapon.[12] The Bell Laboratories suppressor was estimated to be only 80% as efficient as the British suppressed STEN Mk IIS.[13]
With its stamped, riveted, and welded construction, the M3 was originally designed as a minimum-cost small arm, to be used and discarded once it became inoperative.[14][15] As such, replacement parts, weapon-specific tools, and sub-assemblies were not made available to unit-, depot-, or ordnance-level commands at the time of the M3’s introduction to service.[16][17] In 1944, a shortage of M3 submachine guns created by the need for interim production changes forced U.S. Army Ordnance workshops to fabricate pawl springs and other parts to keep existing weapons operational.[14][18]
After its introduction to service, reports of unserviceability of the M3 commenced in February 1944 with stateside units in training, who reported early failure of the cocking handle/bolt retraction mechanism on some weapons.[6] Similar reports later came from U.S. forces in Britain who were issued the M3.[6] An investigation revealed several deficiencies in the construction of the M3’s bolt retraction mechanism, together with issues concerning barrel removal and retention as well as easily bent rear sights.[6] As a result, several product improvements were incorporated into all new M3 production, including a new design retracting pawl with improved heat treatment, a new spring stop fitted to the right-hand brace of the retracting lever, a modified ejector featuring a cocking lever trip, a larger ratchet pad with improved heat treatment to more securely retain the barrel assembly, and strengthening gussets fitted to the sides of the fixed ‘L’ rear sight.[6] After new complaints were raised about accidental magazine releases and failure of the wire buttstock to remain in place in the collapsed position, two additional changes were made to M3 production and approved by Ordnance on 31 August 1944.[6]This included a small sheet metal guard around the magazine release button, and the inclusion of a stop between the two rods forming the wire stock at the butt end.[6]
In December 1944, in response to field requests for further improvements to the basic M3 design, an improved, simplified variant of the M3 was introduced, the M3A1. 15,469 M3A1 submachine guns were produced before the end of World War II.[6]
It was originally hoped that the M3 could be produced in numbers sufficient to cancel future orders for the Thompson submachine gun, and to allow the army to gradually withdraw the more expensive Thompson from front-line service. However, due to unforeseen production delays and requests for modifications, the M3 never fully replaced the Thompson during World War II, and purchases of the Thompson continued until February 1944. A total of 622,163 M3/M3A1 submachine guns of all types were assembled by the end of World War II, by which time the Thompson, at over 1.5 million guns produced, outnumbered the M3 and M3A1 in service by a factor of nearly three to one.[6] The M3A1 did not see combat in World War II, but was used in Korea and Vietnam.[citation needed]
The M3 and M3A1 were largely withdrawn from U.S. frontline service beginning in 1959 and into the early 1960s, but continued to be used until the mid-1990s as on vehicle equipment aboard armored vehicles. During the mid 1970s tank drivers of the 1st Battalion 67th Armored attached to the 2nd Armored Division were issued the M3A1, because of its size and portability.[citation needed] During the Gulf War, drivers of the 19th Engineer Battalion attached to the 1st Armored Division were equipped with the M3A1 as part of their vehicle TOE.[citation needed] It was also the initial submachine gun equipping the Delta Force who prized it for its impressively quiet performance when equipped with a silencer.[19]
Design details[edit]
The M3 was an automatic, air-cooled blowback-operated weapon that fired from an open bolt. Constructed of plain .060-in. thick sheet steel, the M3 receiver was stamped in two halves that were then welded together.[6] The M3 was striker-fired, with a fixed firing pin contained inside the bolt. The bolt was drilled longitudinally to support two parallel guide rods, upon which were mounted twin return (recoil) springs. This configuration allowed for larger machining tolerances while providing operating clearance in the event of dust, sand, or mud ingress.[20] The M3 featured a spring-loaded extractorwhich was housed inside the bolt head, while the ejector was located in the trigger group.[21] Like the British Sten, time and expense was saved by cold-swaging the M3’s barrel.[6]
Operating mechanism[edit]

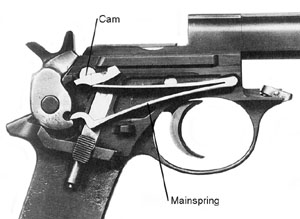
A diagram of the M3 illustrating function.
The M3 operating sequence is as follows: the bolt is cocked to the rear using the cocking handle located on the right side of the ejector housing. When the trigger is pulled, the bolt is driven forward by the recoil springs, stripping a round from the feed lips of the magazine and guiding the round into the chamber. The bolt then continues forward and the firing pin strikes the cartridge primer, igniting the round, resulting in a high-pressure impulse, forcing the bolt back against the resistance of the recoil springs and the inertial mass of the bolt. By the time the bolt and empty casing have moved far enough to the rear to open the chamber, the bullet has left the barrel and pressure in the barrel has dropped to a safe level. The M3’s comparatively low cyclic rate was a function of the relatively low pressure generated by the .45 ACP round, a heavy bolt, and recoil springs with a lighter-than-normal compression rate.[citation needed]
Features[edit]
The gun used metal stamping and pressing, spot welding and seam weldingextensively in its construction, reducing the number of man-hours required to assemble a unit. Only the barrel, bolt and firing mechanism were precision machined. The receiver consisted of two sheet metal halves welded together to form a cylinder. At the front end was a knurled metal cap which was used to retain the removable barrel. The cold-swaged, rifled barrel had 4 right-hand grooves. M3 and M3A1 submachine guns could be fitted with an optional, detachable flash hider, though none saw any service in World War II.[22] A later production flash hider designated Hider, Flash M9 was produced in time to see service during the Korean War. It proved popular in combat, as frequent night engagements emphasized the need to reduce flash signatures on small arms. In Korea, U.S. soldiers equipped with automatic weapons were taught to look above the flash of their weapon during night firing, a tactic that sometimes prevented the detection of crawling enemy infiltrators and sappers.[citation needed]
Projecting to the rear was a one-piece wire stock made from a formed steel rod that telescoped into tubes on both sides of the receiver. Both ends of the stock were tapped and drilled so that it could be used as a cleaning rod. It could also be used as a disassembly tool or as a wrench used to unscrew the barrel cap.[citation needed]
The M3’s cocking handle assembly was located on the right-hand side of the receiver on the ejector housing, just forward and above the trigger, and consisted of nine parts.[20] As the handle is pulled to the rear, a pawl rises to engage a notch in the bottom of the bolt, pushing the bolt to the rear until it locked back on the sear.
The fixed sights consisted of a rear aperture sight preset for firing at 100 yards (approximately 91 m) and a front blade foresight. All M3 submachine guns were test-fired for accuracy at a distance of 100 feet (30 m).[6] With the sights set at six-o’clock on a bullseye target, each gun was required to keep four out of five shots within or cut the edge of a three-inch (76 mm) bulls’ eye to meet accuracy requirements.[6]
The weapon’s only safety was the hinged ejection port dust cover. This cover had a projection on the underside that engaged a notch on the bolt, locking it in either its forward or rearmost positions. The M3 had no mechanical means of disabling the trigger, and the insertion of a loaded magazine would load the gun. With receiver walls made of relatively thin-gauge sheet metal, the M3/M3A1 were subject to disabling damage if dropped on an open dust cover – the covers bent easily, negating the safety feature. Dropping the gun on a sharp or hard surface could dent the receiver enough to bind the bolt.[citation needed]
The M3/M3A1’s 30-round magazine was the source of complaints throughout the service life of the weapon.[23][24] Unlike the Thompson, the M3 fed from a double-column, single-feed detachable box magazine which held 30 rounds and was patterned after the British Sten magazine; the single-feed design proved difficult to load by hand, and was more easily jammed by mud, dust, and dirt than double-column, double-feed designs like the Thompson.[25] Additionally, the feed lips of the single-feed design proved more susceptible to feed malfunctions when slightly bent or damaged. Plastic dust caps were later issued to cover the feed end of the magazine and keep out dust as well as protect the sensitive feed lips.[citation needed]
Variants[edit]
In December 1944, a modernized version of the M3 known as the M3A1 was introduced into service, with all parts except the bolt, housing assembly, and receiver interchangeable with those of the M3. The M3A1 had several improvements:
- Most significantly eliminating the troublesome crank-type cocking lever assembly, replaced by a recessed cocking slot machined into the top front portion of the bolt, letting it be cocked by putting a finger into the cocking slot and pulling back the bolt.
- The retracting pawl notch was removed, and a clearance slot for the cover hinge rivets was added.
- The ejection port and its cover were lengthened to allow the bolt to be drawn back far enough to be engaged by the sear.
- The safety lock was moved further to the rear on the cover.
- To make loading the single-feed magazine easier, a magazine loading tool was welded to the wire stock; it also served as a cleaning rod stop.
- The barrel bushing received two flat cuts that helped in barrel removal by using the stock as a wrench.
- The barrel ratchet was redesigned to provide a longer depressing level for easier disengagement from the barrel collar.
- The spare lubricant clip (on the left side of the cocking lever assembly) was removed, replaced with an oil reservoir and an oiler in the pistol grip of the receiver assembly. The stylus on the oiler cap could also double as a drift to remove the extractor pin.
At 7.95 pounds empty, the M3A1 was slightly lighter than the M3, at 8.15 pounds empty, primarily due to the simplified cocking mechanism.[6] The M3A1 was formally approved for production on 21 December 1944.[6]
The M3A1 modifications resulted in a more reliable, lighter weight, easier to maintain, and easier to field strip submachine gun; the original M3 needed both the trigger guard removed and the cocking crank assembly detached from the receiver housing before unscrewing the barrel, but the M3A1 only required the user unscrew the barrel. To date, only one 9mm conversion kit for the M3A1 has been discovered.[11]
Because it had already been issued in large numbers, the existing M3 magazine design was retained, despite demonstrated deficiencies exposed during the weapon’s firing trials and its early combat service.[24] In an effort to improve reliability, a hard plastic Tenite cap designated T2 was adopted in November 1944 to fit over the feed lips of loaded magazines.[25] These caps protected the feed lips while keeping out dirt, sand, and debris.[26] Sometime during the 1960s the hard T2 plastic cap was replaced in service with one of pliant neoprene rubber, which could be removed with less noise.[27] Unfortunately, during service in the humid climate of Vietnam it was discovered that the rubber cap caused rust to form on the covered portion of the magazine, while causing loaded ammunition to corrode.[27]
Initially, M3 submachine guns returned for repair were not upgraded to the M3A1 standard, but merely inspected to ensure they had the improved M3 housing assembly and magazine release shield.[28] During the Korean War, existing M3 guns in service were converted to the improved M3A1 configuration using additional new production parts.[29] During the conversion, armorers frequently removed the M3 cocking handle, leaving the rest of the now-redundant cocking mechanism inside the subframe.[30] Overall, the M3A1 was seen by most soldiers and Ordnance technicians as an improvement over the M3. However, complaints of accidental discharge continued to occur even as late as the Korean War.[30] These incidents were sometimes caused by dropping the weapon on a hard surface with an impact sufficient to knock open the ejection port cover and propel the bolt backwards (but not enough to catch the sear). The return springs would then propel the bolt forward to pick up a cartridge from the magazine and carry it into the chamber, where the bolt’s fixed firing pin struck the primer upon contact.[30][31]
In 1945, the Guide Lamp factory manufactured 15,469 M3A1 submachine guns before production contracts were canceled with the end of the war. During the Korean War, Ithaca Gun Co built another 33,000 complete guns as well as manufacturing thousands of parts for the repair and rebuilding of existing M3 and M3A1 weapons.[32]
Foreign variants and derivatives[edit]
P.A.M. 1 & 2 (Argentina)[edit]
In 1954, a variant of the U.S. M3A1 submachine gun was designed at the Argentine FMAP (Fábrica Militar de Armas Portátiles) factory in the city of Rosario and put into production the following year as the P.A.M. 1 (Pistola Ametrelladora Modelo 1).[33][34] Constructed of somewhat thinner-gauge steel than the U.S. M3A1, the P.A.M. 1 was in essence a 7/8 scale replica of the U.S. weapon in 9mm Parabellum caliber,[35] but was lighter[36] and had a higher rate of fire. This was due to an incomplete transfer of all details to Argentina.[37] In service, the P.A.M. 1’s thinner sheet steel receiver tended to overheat with extended firing, while the gun itself proved somewhat more difficult to control in automatic fire despite the smaller caliber. Additionally, triggering the weapon to fire individual shots proved difficult owing to the increased rate of fire. Problems with accidental discharges and accuracy with the P.A.M. 1 led to an improved selective-fire version with a grip safety on the magazine housing known as the P.A.M. 2, first introduced in 1963.[37]
Colloquially referred to as La Engrasadora (the Greaser), 47,688 P.A.M. 1 and P.A.M. 2 submachine guns were produced between 1955 and 1972. A number of P.A.M. 1 and P.A.M. 2 submachine guns were used by the Argentine Army during the Falkland Islands War with the United Kingdom in 1982, and captured examples were tested by British military forces.[38]
Type 36 & 37 (China)[edit]
The Type 36 is a direct clone of the M3A1, manufactured in 1947 at the Shenyang Arsenal in Mukden.[39] It resembles a M3A1, except that it has no flats to allow the use of a wrench for easy removal and it has no oil bottle trap in the pistol grip.[39] Its parts are not interchangeable with the M3A1.[39]
10,000 Type 36s were made before they were obtained by pro-Communist forces in 1949.[39]
The Type 37 is a direct clone of the 9mm-chambered M3, made at the 60th Jinling Arsenal near Nanking.[39] Production continued in Taiwan as the Type 39, a successor to the Type 37.[39]


 The MP38 was cut from a heavy steel tube and can be readily identified by the longitudinal grooves cut in the receiver. The MP38 also has a dime-sized lightening hole stamped into both sides of the magazine well. Otherwise, the MP38 incorporated stamped steel fire controls, sights, and ancillary widgets. The gun also eschewed the use of wood anywhere in its production.
The MP38 was cut from a heavy steel tube and can be readily identified by the longitudinal grooves cut in the receiver. The MP38 also has a dime-sized lightening hole stamped into both sides of the magazine well. Otherwise, the MP38 incorporated stamped steel fire controls, sights, and ancillary widgets. The gun also eschewed the use of wood anywhere in its production.

























 Who ever can legally wear all of these patches. Will qualify as a REAL BADASS in my book. That and the eye hand coordination of these folks must be off the scale!
Who ever can legally wear all of these patches. Will qualify as a REAL BADASS in my book. That and the eye hand coordination of these folks must be off the scale!












![40 S&W maximum C.I.P. cartridge dimensions[2] All sizes in millimeters (mm).](https://en.wikipedia.org/wiki/File:40_S%26W_Scale_Drawing.svg)